กระดาน
รีวิว
ตลาด
ประมูล
เปิดท้าย
เรือ
แหล่งตกปลา
ร้านค้า
ค้นหาข้อมูล
Login
สมัคร
8 ส.ค. 69
** ชมแอบถ่ายขั้นตอนการผลิตคันเบ็ด ***( Part1): SiamFishing : Thailand Fishing Community
กระดาน
คห. 183 อ่าน 50,540 โหวต 111
** ชมแอบถ่ายขั้นตอนการผลิตคันเบ็ด ***( Part1)
น้องอิง
(1415
)
1
ตั้ง: 30 ก.ย. 52, 09:25
เมื่อผมได้รับเชิญจากตัวแทนของบริษัท OKUMA ให้ไปร่วมงาน Meeting ที่โรงงานในประเทศจีน
และมีโอกาสได้เข้าไปตกปลาที่เมืองจีน
แต่จุดประสงค์หลักที่อยากไปชมคือ ขั้นตอนการผลิตรอกและคัน เพราะเคยไปชมหลายๆโรงงาน
ที่ผลิตคันเบ็ด และรอกมาบ้างแล้ว แต่ทาง OKUMA เป็นโรงงานขนาดใหญ่ และเน้น QC ส่ง
ออกเป็นหลัก และตอนงาน Tackle Show ตอนเดือนเมษายนที่เมืองไทย ทางโรงงานนำเสนอไว้มาก เลยอยากไปเห็นกับตาครับ
นั้นตามผมไปชมด้วยกันเลยดีกว่า ว่าเค้าผลิตคันเบ็ดกันอย่างไร
ทุกคห.
น้องอิง
(1415
)
คห.1: 30 ก.ย. 52, 09:38
หลังจากที่กลุ่มคนไทย 3 คนได้เดินทางไปเมืองจีน และได้ตกปลาแล้ว ช่วงบ่ายหลังจาก
รับประทานอาหารกลางวัน และพักผ่อนตามอัธยาศัย ช่วงบ่ายก็มีคิวเข้าชมโรงงานผลิตคัน
เบ็ดของ OKUMA โดยตัวโรงงาน จะแยกส่วนจากโรงงานผลิตรอก แต่อยู่ในนิคมของ
OKUMA เอง
โดยโรงงานผลิตคันจะใช้ชื่อว่า UPRO ซึ่งจะผลิตคันทั้งหมดให้กับ OKUMA และรับผลิต
บางส่วนให้กับตัวแทน OKUMA ใน Brand ต่างๆ
น้องอิง
(1415
)
คห.2: 30 ก.ย. 52, 09:44
เริ่มต้นผลิตคัน Graphite ก็ต้องเริ่มที่วัตถุดิบคือผ้า Graphite โดยที่โรงงานนี้ ในส่วนของผ้า Graphite ไม่ได้ผลิตเอง ต้องนำเข้า 100% จาก ญี่ปุ่น เป็นม้วนใหญ่ๆที่อยู่ด้านหลัง จะนำมาออกมาและตัดตามรูปแบบหรือแพทเทินล์ที่ต้องการ โดยในส่วนนี้ต้องทำอยู่ในห้องปรับอากาศเท่านั้น เพราะคุณสมบัติของผ้า Graphite ถ้าโดนอากาศร้อนมาก จะประสานติดกัน
โดยในส่วนนี้จะเป็นการตัดแบบคร่าวๆตามแบบ
น้องอิง
(1415
)
คห.3: 30 ก.ย. 52, 09:49
หลังจากที่ผ่านขั้นตอนการตัดผ้าจากม้วน และนำมาตัดคร่าวๆให้ตามแบบแล้ว
ก็จะมาสู่ขั้นตอนการวัดและตัดให้ได้ขนาด ตามสเปคที่ออกแบบไว้ ซึ่งคันจะหนากี่ชั้น
หรือโคนจะหนาเท่าไหร่ หรือบางเท่าไหร่ ต้องผ่านขั้นตอนนี้ แล้วมาเรียงขึ้นชั้นไม้ไว้
ด้านหลัง เพื่อรอสู่ขั้นตอนต่อไป
ตามไปดูกันต่อนะครับ
น้องอิง
(1415
)
คห.4: 30 ก.ย. 52, 09:56
ในขั้นตอนในส่วนของผ้า Graphite เสร็จเรียบร้อย ต่อมาก็มาถึงขั้นตอนการเตรียมโม
สำหรับทำคัน โดยโมแบบที่จะใช้พันคัน จะถูกทำความสะอาดเรียบร้อย จัดเรียงไว้รอการ
พันผ้า Graphite เข้าสู่แบบตามโมที่ต้องการ ซึ่งโมจะมีขนาดต่างๆตามความต้องการ หรือ
ตามขนาดที่ออกแบบไว้ ส่วนอายุการใช้งานของโม แต่ละตัวนั้น จะไม่เท่ากันแต่โดยทั่วไปเท่าที่สอบถามกับทางเจ้าหน้าที่ โมเส้นหนึ่งสามารถผลิตคันได้ประมาณ 5000 - 6000 ครั้ง
น้องอิง
(1415
)
คห.5: 30 ก.ย. 52, 10:02
หลังจาก โมพร้อม ผ้า Graphite ที่ตัดไว้เป็นแบบพร้อม ก็ถึงเวลาขึ้นรูป ถ้าเปรียบการตัดเสื้อผ้า ในส่วนนี้ก็คือช่างเย็บนั่นเอง โดยที่โรงงานที่นี่จะใช้เครื่องในการช่วยม้วนผ้าเข้าโมสำหรับขึ้นรูปแบลงค์ ซึ่งจะต่างจากหลายๆโรงงานที่เคยเข้าชม จะใช้วิธีการม้วนมือ และใช้เตารีดเล็กๆม้วนขึ้นรูปแบลงค์ ซึ่งคำตอบนี้คือ คันที่ใช้เครื่องม้วนขึ้นรูปจะได้แบลงค์ Graphite ที่ค่อนข้างแน่นกระชับ ช่องว่าของอากาศภายในแบลงค์จะน้อย ดังนั้นการควบคุมคุณภาพของ แบลงค์จะทำได้ดีกว่า การใช้เตารีดความร้อนแล้วม้วนด้วยมือ
น้องอิง
(1415
)
คห.6: 30 ก.ย. 52, 10:15
หลังจากที่ม้วนขึ้นรูปได้ Graphite เป็นแท่งตามรูปทรงคันเบ็ดเรียบร้อยแล้ว จะถูกส่งมายัง
แผนกรัดและใช้เทปใสๆ ที่สามารถละลายเมื่อถูกความร้อน ที่วางอยู่เป็นม้วนบนชั้นด้านหลัง ซึ่งขั้นตอนจะนำแบลงค์ที่ขึ้นรูปและรีดม้วนเรียบร้อย เข้าสู่เครื่องพันเทปใสตลอดทั้ง
แบลงค์ ซึ่งขั้นตอนนี้ค่อนข้างสำคัญ ในโรงงานที่ประเทศจีนหลายๆโรงานที่มีขนาดเล็ก
หรือต้องการลดต้นทุน ก็จะลดต้นทุนในขั้นตอนนี้ ก็จะได้แบลงค์เหมือนกันเมื่อผ่านตู้อบ
แต่คุณภาพแบลงค์จะแตกต่างกันมากพอสมควร เพราะเทปใสๆที่อยู่บนชั้นด้านหลัง ที่
ใช้รัดราคาค่อนข้างสูง และมีหลายเกรด ตัวนี้จะช่วยประสานและเพิ่มความยีดหยุ่นได้พอ
สมควร
น้องอิง
(1415
)
คห.7: 30 ก.ย. 52, 10:20
เมื่อม้วนด้วยเทปอีลาสติคเรียบร้อยแล้ว แบลงค์ก็จะถูกส่งเข้าตู้อบความร้อน ในรูปแบบ
แขวน ตรงแนวดิ่ง เพราะลดการงอหรือบิดตัวขณะถูกความร้อน
โดยความร้อนจะช่วยในการเชื่อมประสาน Graphite ให้เป็นเนื้อเดียวกัน
ซึ่งแบลงค์ขนาดต่างกัน ความร้อน และเวลาที่ใช้ก็ต่างกันครับ
น้องอิง
(1415
)
คห.8: 30 ก.ย. 52, 10:29
คันที่ผ่านจากตู้อบเรียบร้อย และถอดโมเรียบร้อยแล้ว ก็จะถูกจัดเรียงพักรอเป็นขนาดแต่
ละขนาด เพื่อเตรียมตัวสู่ขั้นตอนต่อไป
น้องอิง
(1415
)
คห.9: 30 ก.ย. 52, 10:35
แล้วแบลงค์ที่ผ่านขั้นตอนต่างๆ ก็ผ่านมาถึงขั้นตอนนี้
ในจุดนี้แบลงค์ทุกเส้นจะถูกตัดให้ได้ขนาดตามที่ต้องการ
โดยการตัดนั้นจะตัดผ่านน้ำครับ คือเป็นการป้องกันการสูญเสียคุณภาพ
เมื่อได้รับความร้อนสูง จึงต้องตัดผ่านน้ำและอีกส่วนหนึ่งคือลดความฟุ้ง
กระจายของฝุ่นด้วยครับ
น้องอิง
(1415
)
คห.10: 30 ก.ย. 52, 10:43
เมื่อได้ตัดแบลงค์ตรงตามขนาดที่ต้องการแล้ว ขั้นตอนต่อไปคือการขัดผิวให้เรียบ
แบลงค์ที่ผ่านขั้นตอนต่างๆมาแล้ว ผิวยังเป็นรอนๆตามแนวการพัน เหมือนกับแบลงค์
หลายๆตัวที่นำมาขายในเมืองไทย หรือแบลงค์ตีเหยื่อปลอมสไตล์ญี่ปุ่นที่ต้องการน้ำหนัก
เบา ใช้แบลงค์ Graphite เกรดสูงๆ ไม่ต้องพันผ้าหลายชั้น การขัดผิวอาจทำให้แบลงค์
บางลงและหักง่ายเมื่อมีการใช้งาน ดังนั้นการขัดผิวจึงไม่สามารถทำได้ ขั้นตอนนี้ก็จะถูก
ตัดออกไป ซึ่งขั้นตอนนี้จะเป็นการตกแต่งให้สวยงามมากกว่า
น้องอิง
(1415
)
คห.11: 30 ก.ย. 52, 10:45
เมื่อขัดเรียบร้อย ก็นำมาทำความสะอาดเพื่อรอต่อขั้นตอนการ QC
ต่อไป
น้องอิง
(1415
)
คห.12: 30 ก.ย. 52, 11:06
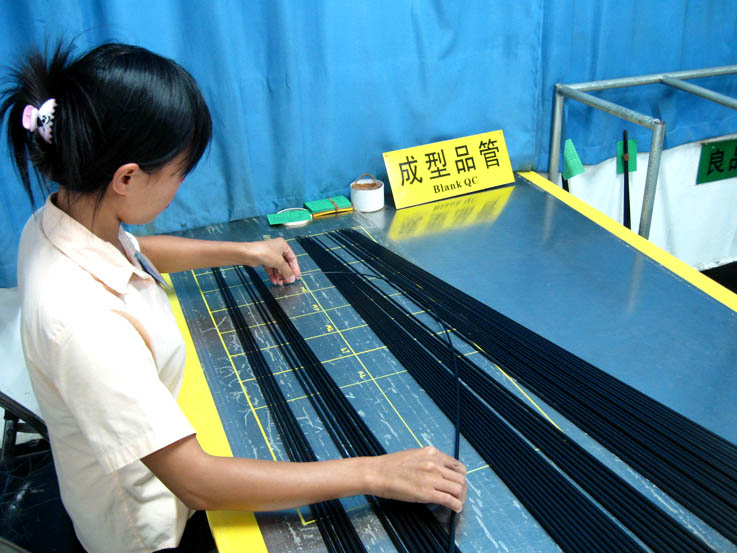
สำหรับโรงงาน UPRO ในเครือ OKUMA จุดเด่นอย่างหนึ่งคือการ QC ซึ่งโรงงาน
ถือว่าเป็นหนึ่งในจุดแข็งหลายๆจุด ที่ทางเจ้าหน้าที่ของบริษัทจะคอยเน้นให้เราฟังตลอด
ในการ QC ด่านแรก จะเป็นการ QC100% คือแบลงค์ทุกเส้น ถ้าเป็นแบลงค์ขนาดเล็ก
พวกตีเหยื่อปลอม ปลายชิงหลิว หรืออุลต้าไลท์ ทุกอันจะต้องผ่านการการ QC บนโต๊ะ
ลักษณะนี้ ซึ่งจะมี Scale แต่ละขนาดให้ทดสอบ ตามสเปคที่ระบุไว้ ถ้าหักจากขั้นตอน
นี้ ก็จะถูกคัดออก และถ้าหักเกิน 30 % ของขั้นตอนนี้ จะต้องผลิตใหม่ทั้งหมด
ซึ่งจากการ QC ในส่วนนี้แล้ว แบลงค์ทุกเส้นยังต้องถูก QC100% ในขั้นตอนต่อไปอีก
น้องอิง
(1415
)
คห.13: 30 ก.ย. 52, 11:14
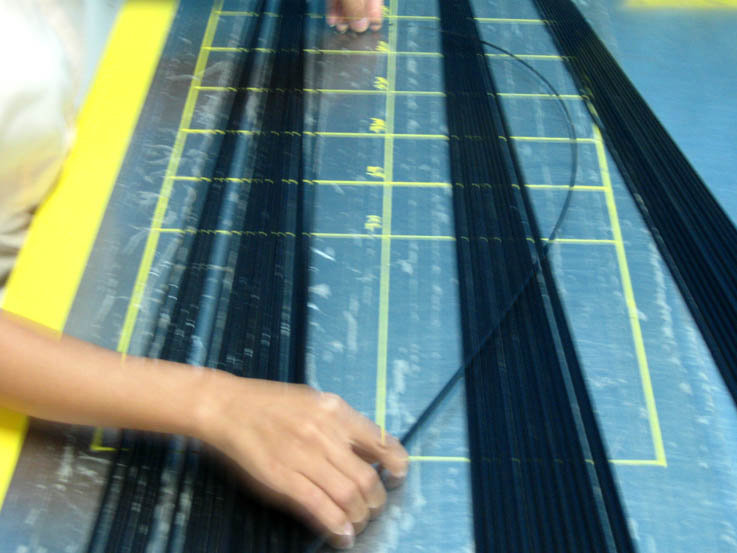
เราเข้าไปถ่ายในระยะไกล ซึ่งสาวน้อยที่เป็น QC นั้นทำค่อนข้างเร็วมากๆ
ซึ่งแต่ละโต๊ะ จะมี Scale คล้ายๆกันตีเป็นตาราง ระหว่างที่ทำการ QC ก็มีแบลงค์
ที่หักๆอยู่เหมือนกัน ซึ่งในส่วนที่หักก็จะถูกคัดออก และนำมารวมกันตีเป็น เปอร์เซ็นต์
เฉลี่ยในขั้นตอน QC ส่วนแรก
สำหรับ ** Part 1 คงจบด้วยภาพนี้ สำหรับใน Part 2 นั้นจะรีบจัดการภาพและลง
ให้ชมในช่วงบ่าย ถ้าคะแนนโหวตผมถึง
" สำหรับผู้ที่ต้องการชมขั้นตอนการผลิตรอก ซึ่งจะมีขั้นตอนต่างๆมากกว่าการผลิตคันมากๆ
ถ้ายังไม่เบื่อ ผมจะนำมาให้ชมครับ "
ทำการ login ก่อนส่งความเห็น
siamfishing.com © 2026


 )
)